
Nơi Tốt Nhất Tại Việt Nam Để Bạn Bắt Đầu. Ngưng Tìm Kiếm!
Các Sự Kiện Được Tổ Chức
Đi liền với các khóa học là các sự kiện được trung tâm ADVANCECAD tổ chức hoàn toàn miễn phí, mọi đối tượng đều có thể tham gia. Các sử kiện này bổ trợ thêm về mặt kiến thức hoặc giới thiệu về các tính năng trên ở phiên bản mới phần mềm CAD/CAM


Chia Sẻ Tài Liệu Miễn Phí!
Các tài liệu được biên soạn bởi giảng viên đang làm việc tại trung tâm ADVANCECAD hoặc được biên dịch từ một số tài liệu nước ngoài
BLOG CHIA SẺ

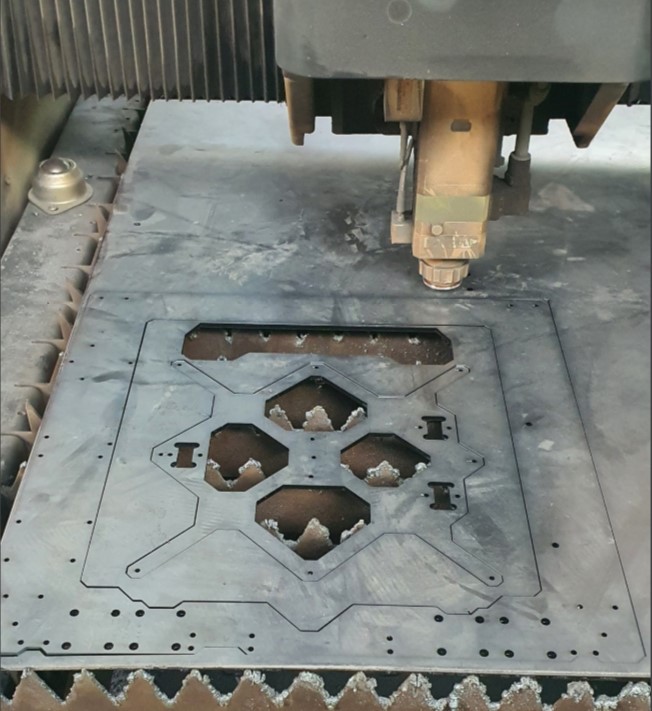
Bảng giá thiết kế, gia công CNC, khuôn đột dập, ép, cắt
Khi cần triển khai các ý tưởng và ứng dụng kinh nghiệm vào lắp ráp, chế tạo máy cũng như cải tiến các công đoạn của bộ phận, máy. Ngoài ra cần thay thế các vật tư hư hỏng thì CNC là công đoạn thường được thực hiện nhất. Việc gia công CNC được thực […]

Bảng giá thiết kế và gia công đồ gá
Các sản phẩm kỹ thuật dành cho lĩnh vực công nghiệp thường có giá thành cao và đó cũng là trở ngại cho những cá nhân và đơn vị mới bước đầu thâm nhập và tìm hiểu thị trường. Hiểu được điều này nên AdvanceCAD triển khai dịch vụ thiết kế và gia công đồ […]

Bảng giá khắc laser, in bề mặt và khắc nghệ thuật 3D trên nhiều vật liệu
Công nghệ tạo hình lên bề mặt sản phẩm hiện nay rất đa dạng và để đảm bảo các yêu cầu thẩm mỹ của khách hàng không những cần máy chất lượng cao mà phải nhiều loại máy khác nhau. Các công nghệ tạo hình bề mặt chủ yếu hiện nay bao gồm Khắc tia […]

Bảng giá cắt tấm mica, gỗ, tấm alu, formex và các vật liệu phi kim khác.
Công ty AdVance gởi tới quý khách hàng bảng báo giá gia công vật liệu phi kim mới nhất 2022. Giá sẽ được điều chỉnh và cập nhật mà không báo trước tùy theo tình hình thị trường, và để thuận lợi nhất quý khách có thể xem trên báo giá khi đặt hàng. Với […]

Bảng giá in 3D và tạo mẫu
Cam kết giá luôn tốt nhất, và chất lượng sản phẩm được đặt lên hàng đầu. Với năng lực cung ứng vài trăm giờ in mỗi ngày, với 5 máy khổ lớn ( 600-800mm và 10 máy khổ nhỏ 300-400mm) có thể đáp ứng hầu hết các mẫu in của khách hàng. Với kinh nghiệm […]

Chương trình đào tạo mà AdvanceCAD đang triển khai
AdvanceCAD là trung tâm có kinh nghiệm lâu năm về giảng dạy các chương trình kỹ thuật liên quan tới cơ khí, tự động. Và chúng tôi đã áp dụng nhiều kiến thức trong quá trình giảng dạy vào thực nghiệm sản phẩm thực tế và đã thương mại thành công. Và ngược lại các […]
Các dịch vụ gia công mà trung tâm AdvanceCad hiện đang cung cấp
Trung tâm AdvanceCAD ra đời với sứ mệnh phổ cập các công nghệ mới tới mọi đối tượng khách hàng nhằm giúp cải tiến và đổi mới công nghệ phục vụ sản xuất, tăng khả năng cạnh tranh. Dịch vụ gia công cũng là một trong các công việc mà chúng tôi có thể đáp […]

Ông thợ xay bột thành nhà sáng chế
ĐỒNG THÁPMới học hết lớp 5, ông Bùi Thanh Tú, 54 tuổi, xã Long Thuận, huyện Hồng Ngự, trở thành tỷ phú nhờ sáng chế dây chuyền sản xuất thực phẩm. Tại cơ sở kinh doanh của ông Tú luôn đông đúc công nhân làm việc. Một bên là 6 dây chuyền sản xuất bún, […]