Hiểu rõ về trục chính, kẹp dao, dao và hệ thống thay dao tự động và cách loại bỏ phoi trên máy CNC
Trong các bài viết về CNC thì bạn mới nắm được những kiến thức cơ bản chung chung mà chưa đi sâu vào từng thành phần riêng lẻ của máy. Và việc này sẽ hạn chế khá năng sử dụng máy hiệu quả và nắm rõ những thông số cũng như có thể can thiệp sâu hơn.
Do những bài viết đi khá chi tiết và dĩ nhiên một số thuật ngữ có thể không đồng nhất với tên gọi tại một số công ty, và nếu bạn thấy vài từ khó hiểu có thể là bạn chưa hình dung tốt, hoặc chưa sử dụng tốt máy, hãy dựa theo thực tế, xem trên hình và hiểu được nó là gì, còn từ ngữ nó chỉ là phần phụ, không nên lạm dụng từ nghĩ mà làm rối những kiến thức thực dụng của bài viết.
Trục chính và đầu kẹp dao
Trong máy CNC, trục chính là trục quay của máy, thường là thuật ngữ chính để xác định khả năng của máy. Một số máy CNC chuyên sản xuất cho sản phẩm hàng loạt lớn có một nhóm gồm 4, 6 và nhiều đầu dao hơn. Chúng được gọi là máy nhiều đầu. Ví dụ, máy khoan gang và máy trục vít, gia công bánh răng là máy nhiều đầu. Trục chính không khác gì là một trục xoay nó là một động cơ cho phép dao được gắn vào và lấy ra; rồi bàn di chuyển, hệ thống điều khiển chuyển động các trục , và phần mềm sẽ tính toán phần còn lại. Các thông số kỹ thuật trục chính cơ bản trong một trung tâm gia công CNC là: tốc độ trục chính tối đa, công suất động cơ trục chính và mô-men xoắn tối đa động cơ trục chính .
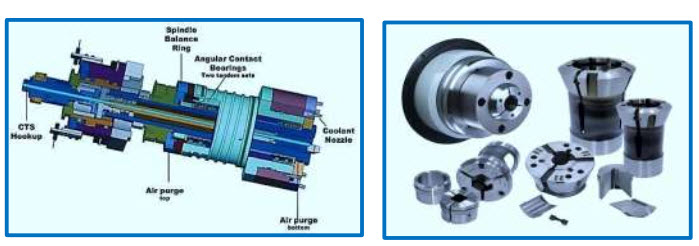
Các loại collet ( kẹp dao) : Collet là một thiết bị giữ gá chặt dao, tạo ra lực kẹp mạnh khi nó được siết chặt, được sử dụng để giữ phôi hoặc dụng cụ. Một collet bên ngoài là một dạng ống với bề mặt bên trong hình trụ và bề mặt bên ngoài hình nón. Collet có thể được ép với một côn phù hợp, cách bề mặt bên trong của nó co lại với đường kính bộ giữ dao ( BT40, BT50,..), ép dụng cụ hoặc phôi, để giữ an toàn.
ER collets: Là hệ thống kẹp được sử dụng rộng rãi nhất trên thế giới. Các kích thước tiêu chuẩn là ER-8, ER-11, ER-16, ER-20, ER-25, ER-32, ER-40 và ER-50. “ER” xuất phát từ chữ “E” và nối thêm chữ “R” cho “Rego-Fix”, nhà sản xuất đầu tiên. Số là đường kính collet bên ngoài tính bằng milimét. ER col- cho phép có thể giữ bất kỳ thân tròn
Collets R8: Collets R8 được phát triển bởi Bridgeport Machines, Inc. để sử dụng trong các máy phay. Không như thông thường, các collets R8 vừa với đầu côn (tức là không có mâm cặp riêng) và các dao cụ có độ côn R8 riêng biệt cũng có thể được gắn trực tiếp. R8 được phát triển để cho phép thay đổi dao cụ nhanh chóng và yêu cầu chính xác phù hợp giữa collet và đường kính thân dao.
Collets thường được làm bằng thép lò xo, với một hoặc nhiều khe dọc theo chiều dài của nó để cho phép nó mở rộng và co lại, và được gắn trực tiếp trong một trục máy (một hoặc nhiều), trong mâm cặp thích ứng hoặc trong một khối collet . Các cụm gá đi kèm collet có thể được thay đổi nhanh hơn nhiều so với một collet tiêu chuẩn, chi phí thấp hơn và các cụm gá đòi hỏi không gian lưu trữ ít hơn nhiều.
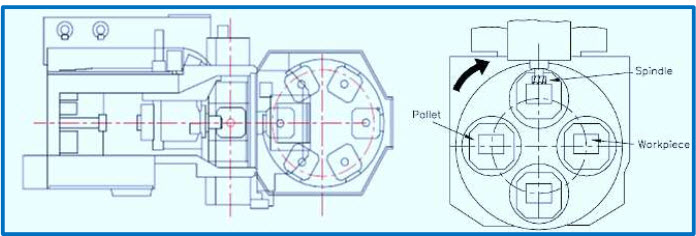
Pallet: Một bàn kẹp phôi có thể di chuyển tự động trượt hoặc đi vào và ra khỏi trung tâm gia công. Nhiều pallet cho phép người vận hành gá đặt một chi tiết trong khi một chi tiết khác đang được gia công. Các phôi được gắn vào một pallet trước khi vào một trung tâm gia công.
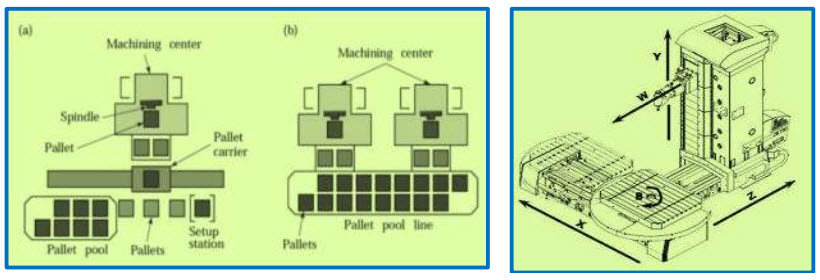
Người vận hành có thể gắn chi tiết trên một pallet trong khi cái khác vẫn ở trong máy. Hệ thống thay đổi pallet tự động cho phép người vận hành tiếp tục tháo các chi tiết đã gia công và và thiết lập công việc mới trong khi máy chạy. Hệ thống tự động thay đổi pallet trong vòng chưa đầy 30 giây với độ lặp lại ± 0,0001 inch và tiết kiệm thời gian rất nhiều.
ATC (Thay dao tự động):
Trong mâm dao, việc thay đổi dao diễn ra bằng cách sử dụng một hệ thống kẹp cũng được gọi là tay đòn. Sự thay đổi diễn ra với một thiết bị kẹp hai tay sau khi một dao mới đã được gọi trong chương trình NC như sau:
Định vị dao mong muốn trong ổ dao vào vị trí thay dao; Đưa trục chính vào vị trí thay đổi;
Xoay tay kẹp dao cũ trong trục chính vào vị trí trước đó và đến vị trí dao mới trong ổ dao;
Trả lại thiết bị kẹp dụng cụ vào vị trí ban đầu.
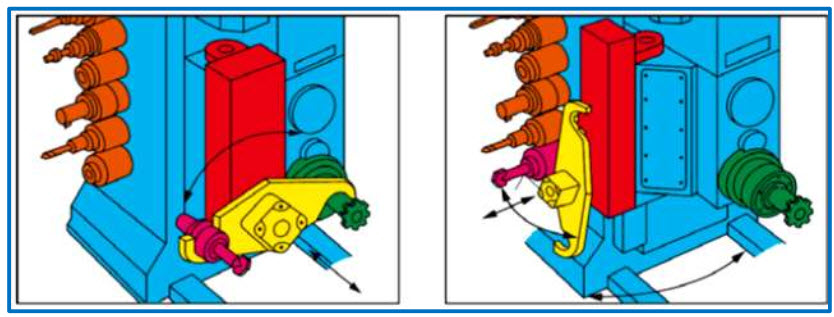
Quy trình thay dao mất từ 6 đến 15 giây, theo đó, những máy thay dao nhanh nhất có thể thay đổi chỉ trong một giây.
• Thay dao tự động giúp;
– Tiết kiệm thời gian (chỉ mất 5 – 10 giây).
• lưu trữ nhiều dao: có thể lưu trữ tới 200 dao ;
– Dạng ổ dao; Trống hoặc xích.
Tùy thuộc vào loại và lĩnh vực ứng dụng, các cụm thay dao này có thể đồng thời lấy số lượng dao khác nhau và đặt dao được gọi bởi chương trình NC vào vị trí làm việc. Các loại phổ biến nhất là: Đài dao ( trên máy tiện) và mâm dao.
Đài dao: Phần lớn được sử dụng cho máy tiện và mâm dao cho máy phay. Nếu chương trình NC được gọi bởi một dao mới, đài dao sẽ quay tới vị trí dao cần thiết và lấy nó để gia công. Hiện tại một sự thay dao như vậy chỉ mất vài giây.
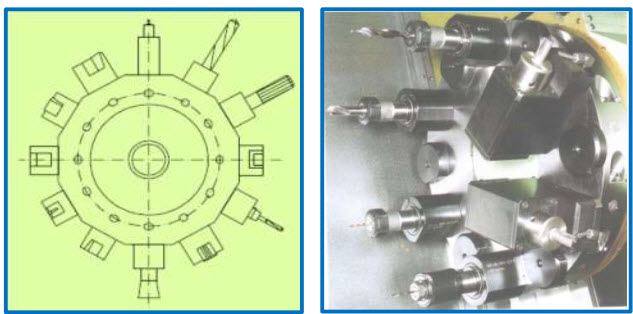
Mâm dao: Có ổ dao chuỗi, ổ dao vòng, ổ dao dạng nấm và ổ dao phẳng, như hình dưới đây, liên tiếp. Tùy thuộc vào loại và kích thước, các đài dao của máy CNC có 8 đến 16 vị trí dao. Trong các trung tâm gia công lớn có thể sử dụng đồng thời 3 đài dao. Nếu nhiều hơn 48 dao được sử dụng mâm dao thuộc các loại khác nhau được sử dụng trong các trung tâm gia công như vậy cho phép chưa tới 100 và thậm chí nhiều dao hơn.
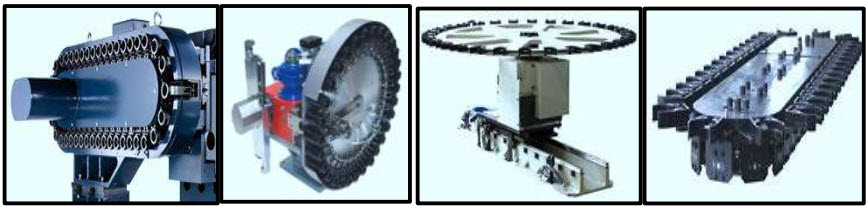
Mâm dao dạng xích:
1. Bộ kẹp có độ bền cao, ít hư hỏng và chống ăn mòn.
2. Chuỗi được hỗ trợ ở cả hai bên; hoạt động rất ổn định.
3. Cơ chế đảo ngược dao sử dụng thiết kế đường cong cam đảm bảo chuyển động ngược của dao trơn tru.
4. Kết cấu mâm dao cứng vững. Giúp thay dao tốc độ cao và các dao nặng.
5. Chuyển động khay dao sử dụng thiết kế cam thùng; chuyển động trơn tru, yên tĩnh và chính xác.
Mâm dao dạng nấm:
1. Độ bền kẹp ổn định và tiếp xúc tuyệt vời với các dao, bảo vệ trục chính và khay dao khi thay dao không phù hợp.
2. mâm dao có thể được gắn kiểu cố định hoặc kiểu di động, được điều khiển bởi động cơ chính xác, thay dao chính xác, chuyển động trơn tru, yên tĩnh và chính xác.
3. Nguồn điều khiển mâm dao có thể là động cơ servo và động cơ điện.
Mâm dao phẳng:
1. Độ bền kẹp ổn định và tiếp xúc tuyệt vời với các dao, cũng bảo vệ trục chính và khay dao trong quá trình thay dao không phù hợp.
2. Xích dẫn hướng kèm ray hỗ trợ cho cả hai bên, chuyển động trơn tru và định vị chính xác.
3. Thiết kế kẹp dao đặc biệt cho phép mâm dao được sử dụng trong các thay dao ngang.
4. Giá đỡ dao có thể được sử dụng với các hệ thống lựa chọn dao khí nén, hệ thống quay thủy lực hoặc nhiều cụm thay dao có sẵn trên thị trường.
5. Nguồn điều khiển mâm dao có thể là động cơ servo và động cơ điện.
Đầu dò
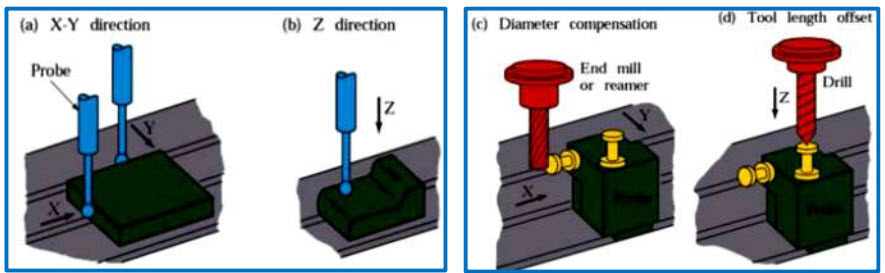
Đầu dò cảm ứng xác định kích thước phôi, kích thước dao cụ và độ mòn của dao, nhưng cũng có thể được sử dụng cho một số ứng dụng.
Dữ liệu của phôi dao đo bù dao theo dõi thông số dao
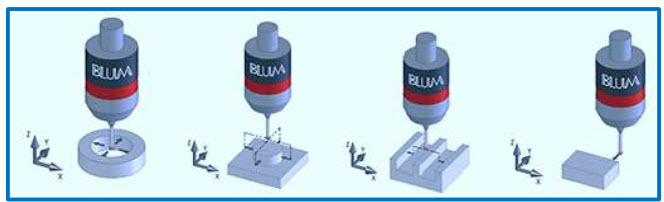
Các đầu dò cảm ứng được sử dụng để xác định nhanh chóng, chính xác và tự động vị trí phôi và kích thước phôi trên máy dao, nâng cao độ chính xác gia công và tăng năng suất của một quá trình gia công.
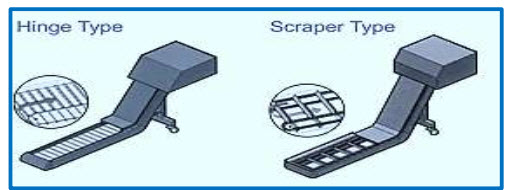
Hệ thống lấy phoi
Phoi và phần được loại bỏ từ quá trình gia công, rơi trực tiếp xuống dưới cùng của băng tải hoặc bị loại bỏ cho phần trên của lưới lọc. Phoi sau đó được cạo từ đáy và thải ra khỏi băng tải vào thùng chứa phoi. Cụm lọc trong phạm vi từ 150 micromet đến 400 micromet cũng thường được sử dụng.
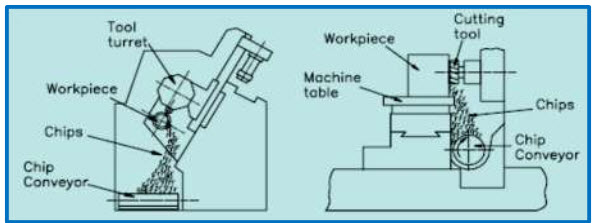
Do đó, dung dịch làm mát được lấy trở lại, vật tư tiêu hao ít hơn, ít tác động vào dụng cụ cắt, tuổi thọ cũng được kéo dài. Các hệ thống này có thể được cung cấp với nhiều chiều rộng, chiều dài, độ nghiêng và kích thước bao khác nhau để đáp ứng bất kỳ yêu cầu ứng dụng loại bỏ phoi nào.
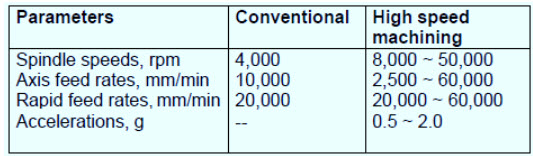
So sánh các thông số gia công truyền thống và gia công CNC: