
Các cách gá đặt sản phẩm trên máy gia công gỗ
Để gia công một chi tiết trên khắc gỗ CNC, chi tiết đó phải được giữ an toàn tại chỗ. điều này có vẻ hiển nhiên, tuy nhiên, đây là một lĩnh vực thường gây ra đau đầu lớn.
Một thuật ngữ khác được sử dụng để giữ chi tiết là đồ gá. Hệ thống có tác động đáng kể đến độ chính xác của chi tiết, chất lượng hoàn thiện và tốc độ ăn dao và tuổi thọ dụng cụ.
Hãy nhớ rằng việc gá đặt an toàn là rất quan trọng và không có một hệ thống nào có thể giữ đúng tất cả các loại chi tiết.

Có hai loại khác nhau về cơ bản các chi tiết phải được cố định tại chỗ. Đầu tiên là chi tiết phẳng hoặc một tấm vật liệu và thứ hai là một vật thể ba chiều. Các hệ thống cố định cho mỗi hệ thống tương tự nhau, tuy nhiên, phần ba chiều thường đòi hỏi các sắp xếp phức tạp hơn một chút.
Một số vật liệu đòi hỏi lực cắt cao hơn các vật liệu khác và những vật liệu này sẽ đòi hỏi một hệ thống cố định cứng hơn. Một số vật liệu sẽ rung hoặc mẻ khi cắt.
Thủ công
Cách hiệu quả nhất về chi phí để giữ các chi tiết vào bàn là bắt vít, đóng đinh hoặc bắt vít chi tiết vào bàn làm việc. Các phương pháp tốt khác để giữ các chi tiết bằng tay là dán keo xuống một cách thường xuyên, hoặc keo nhiệt dung hoặc với băng keo hai mặt. Trong trường hợp tạo mẫu hoặc một mảnh duy nhất sẽ bị cắt, việc xây dựng một vật cố định có thể không hiệu quả về mặt chi phí.

Đối với các hoạt động gia công ngắn hoặc để cố định các mẫu, một phương pháp hữu ích khác là sử dụng kẹp chuyển đổi. Chúng có nhiều cấu hình và kích cỡ khác nhau, dễ điều chỉnh và thiết lập trên khuôn.
Người ta phải cẩn thận để không làm hỏng dao cụ hoặc va trục chính vào kẹp khi sử dụng loại thiết bị này. Luôn luôn là một ý tưởng tốt để kiểm tra chương trình ở chế độ chạy không với tốc độ thấp trước khi đưa thiết bị như vậy vào gia công.
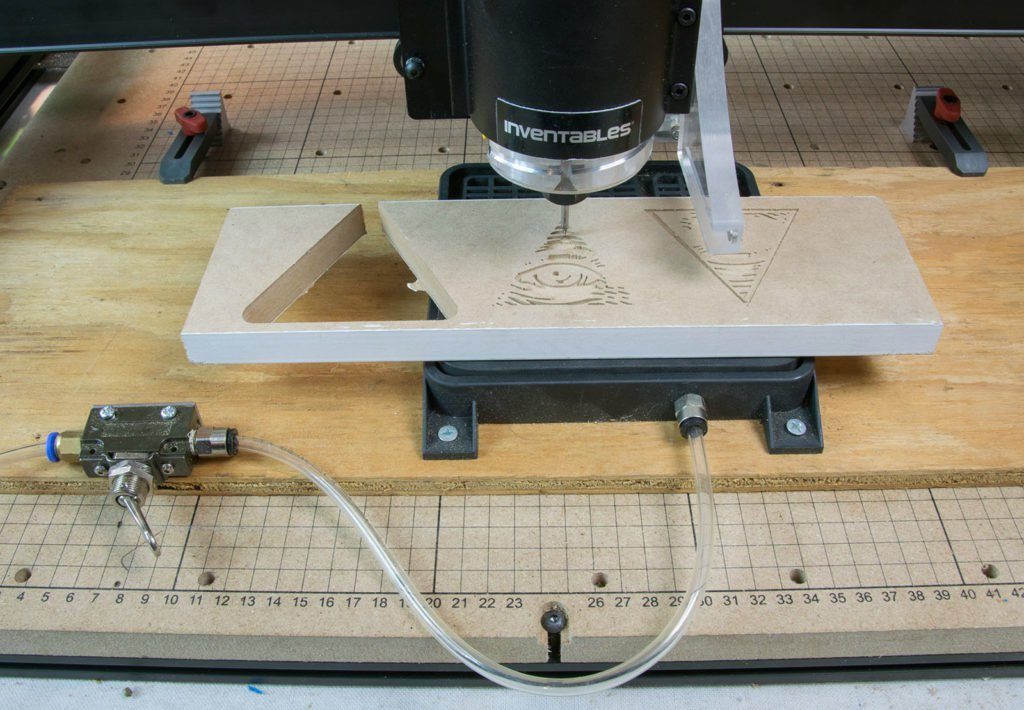
Hút chân không
Hệ thống phổ biến nhất để giữ các chi tiết trên khắc gỗ CNC là chân không thông thường. Chân không chỉ đơn giản là không có không khí. Lớp không khí dày bao quanh trái đất nặng khoảng
14 Psi hoặc 29,92 “thủy ngân (hg) hoặc 100 kilopascals (kPa) ở mực nước biển.
Cột không khí này đẩy xuống đều nhau trên mọi hướng để không cảm thấy lực tác động nào các đối tượng xung quanh chúng ta. Khi không khí được lấy ra từ một phía của một vật thể, không khí ở phía bên kia bây giờ sẽ đẩy vào vật thể với một lực tỷ lệ với không có không khí ở phía đối diện đây là cơ sở của việc gá chân không.
Chi tiết được gia công được bao trên mặt bàn hoặc vật cố định và sau đó không khí bên trong được loại bỏ bằng bơm chân không. Không khí ở bên ngoài sau đó đẩy chi tiết vào đồ gá.
Áp suất chân không không phải là thứ duy nhất giữ chi tiết trên bàn. Do áp lực bên được tác động bởi máy cắt khi gia công chi tiết, hệ số ma sát giữa chi tiết và đồ gá cũng đóng chi tiết quan trọng.
Một công nghệ chân không hoàn hảo là không thể với công nghệ hiện tại, bất kể sử dụng loại bơm chân không nào.
Công suất chân không
Công suất cho bơm chân không được xác định theo một vài cách khác nhau, tùy thuộc vào loại bơm chân không và nhà sản xuất. Điều quan trọng là phải biết đánh giá hệ số aCfM của máy bơm. nó thể hiện công suất thực tế theo feet khối mỗi phút với công suất chân không cụ thể. Công suất thể hiện bằng CfM hoặc sCfM (feet khối tiêu chuẩn mỗi phút) có thể rất sai lệch vì người ta phải xem xét hiệu suất thể tích của bơm ở mức chân không cụ thể. bơm cánh quạt quay thường được đánh giá trong CfM của sự dịch chuyển không khí tự do, đó là sự dịch chuyển lý thuyết ở chân không 0 “hg.
Các yêu cầu trong lưu lượng chân không hoặc công suất của máy bơm sẽ khác nhau cho dù sử dụng giác chân không, kẹp hay bàn chân không chung.
Giữ chân không trong đó chi tiết nằm trên con dấu cao su có thể cho phép chi tiết di chuyển hoặc lức trên giác mềm. điều này có thể dễ dàng dẫn đến các dấu hiệu hư hỏng dao, rung và mẻ làm kém chất lượng của mặt, cạnh được gia công
Cũng có thể là dưới áp lực cắt, chi tiết có thể di chuyển nhẹ dẫn đến mất độ chính xác.
Gá đặt chân không thông thường
Phương pháp này chủ yếu được sử dụng trong gia công 5 trục khi cắt các chi tiết khuôn. Vì các chi tiết này hầu như không bao giờ bằng phẳng, đồ gá chân không đặc biệt được chế tạo bằng thạch cao để phù hợp với chi tiết và một giác hút cao su được sử dụng xung quanh các cổng chân không.
Giác hút và các ray
Loại giác hút chân không này là một phương pháp phổ biến để giữ các chi tiết trên máy CnC. điều này được chỉ định rõ khi một chi tiết tại một thời điểm cần được gia công.

Có nhiều cấu hình khác nhau của các nhóm cho các ứng dụng khác nhau và vì cần có thời gian để điều chỉnh các nhóm thành các cấu hình và kích cỡ chi tiết khác nhau, đây có thể là một cách không hiệu quả để làm việc. Hệ thống Pod không giải pháp chung mà một số nhà gia công quảng cáo.
Kết hợp giác / bàn phẳng
Trên các hệ thống giá thấp hơn hoặc cũ hơn, người ta thường tìm thấy sự kết hợp của các giác trên bàn phẳng bằng cách sử dụng chân không thông thường.
Máy bơm chân không cánh quạt quay tương đối rẻ tiền vì chúng nhỏ và không bắt buộc phải kéo một lượng không khí lớn. Hệ thống này hoạt động tốt khi chi tiết có độ kín khít tốt
Lưu lượng chân không cao
phương pháp này thường được kết hợp với các hệ thống nesting. Một tấm ván dành riêng còn được gọi là bảng spoil làm bằng Mdf hoặc ván dăm nằm trên một cụm chân không trên bàn làm việc. dòng chảy là cao đến mức thông qua Mdf mà một vùng áp suất thấp được tạo ra trên bề mặt. chi tiết phẳng được đặt trên bàn này sẽ được giữ tại chỗ trong khu vực áp suất thấp này mà không cần đồ gá hoặc giác.
Lượng lực tạo ra trên chi tiết ít hơn nhiều so với chân không thông thường. các hệ thống tốt nhất hiện nay tạo ra một lực từ 4 đến 6 pound mỗi inch vuông. điều này có nghĩa là một miếng melamine 12 “x12” sẽ được giữ trên bề mặt với lực từ 576 đến 864 pound ( 250kg-420kg). Điều này là quá đủ để thực hiện công việc trong hầu hết các trường hợp.
Nhớ xem xét tính thấm của vật liệu đang được gia công khi mua máy bơm chân không. Ván sợi mật độ thấp rất xốp và sẽ cho một lượng không khí thấm tốt qua vật liệu trong khi Plexiglas hoàn toàn không thấm nước và một khi có được một con dấu tốt, cần rất ít công việc để duy trì nó.
Giữ tấm bằng con lăn
Phương pháp giữ vật liệu khác đã nổi lên đáp ứng nhu cầu cụ thể của ngành hệ thống giữ con lăn thường thấy trong các xưởng gia công số lượng. phương pháp này được sử dụng để giữ ván ép thô và thường bị cong vênh mà không thể gá đặt bằng dòng chân không công suất lớn.

Hệ thống giữ bằng con lăn được trang bị một bộ tải tấm tự động
Một số ưu điểm của phương pháp này bao gồm đạt được gia tốc nhanh hơn và giữ nhiều hơn một tấm trong lúc gia công. kết quả là một cạnh chất lượng thấp hơn nhưng điều này thường không phải là một vấn đề với đồ nội thất luôn được bọc bên ngoài. Ngoài ra, các chi tiết nhỏ sẽ khó cắt nếu chúng không được ép bởi hai con lăn mọi lúc.