
Các bước lập trình gia công Siemens Nx
Mục lục
1/ Trình tự cho công việc lập trình gia công trên máy CNC
1.1/ Trình tự lập trình gia công trong phần mềm Unigraphics NX
Gồm 6 bước trong NC Programming Sequence
- Bước 1: Tạo Manufacturing Setup – Tạo một khối lắp ghép gia công và thêm các dữ liệu liên quan đến loại chi tiết đó.
- Bước 2: Thiết lập các đối tượng Parent Group – Giảm việc chọn các đối tượng tác động nhiều lần và chọn lựa nhanh các đối tượng theo thứ bậc, đồng thời khi chỉnh sửa thì sẽ thay đổi từ trên xuống.
- Bước 3: Tạo gia công – Cho phép nhập các thông số cụ thể và các phương pháp gia công trong việc tạo ra đường chạy dao.
- Bước 4: Phân loại việc tạo đường chạy dao – Giảm thiểu các lỗi có thể xảy ra khi chạy dao.
- Bước 5: Xuất chương trình của đường chạy dao – xuất theo các chương trình và loại máy đang dùng.
- Bước 6: Tạo Shop Documentation – giảm nhẹ công việc thiết lập và tạo chương trình cho các công việc riêng rẽ.
1.2/ Các thanh công cụ gia công unigraphics NX
Gồm có năm thanh công cụ trong môi trường gia công:
- Manufacturing Create
- Manufacturing Operations
- Manufacturing Objects
- Manufacturing Workpiece
- Operation Navigator
1.2.1/ Manufacturing Create
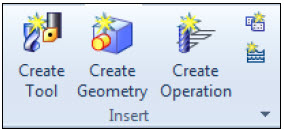
Hộp thoại Manufacturing Create
+ Công dụng: Tạo ra quy trình và các nhóm (Program, Tool, Geometry và Method) trong chương trình NC. Hộp thoại trong bốn nhóm này cho phép tạo các thông số liên quan giữa các nhóm quy trình. Vị trí của bất cứ nhóm nào cũng có thể được thay đổi bằng cách cắt và dán phía trên, dưới, hay bên trong các nhóm khác trong Operation Navigator.
1.2.2/ Manufacturing Operations
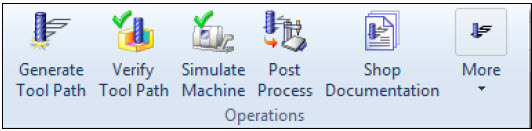
Hộp thoại Manufacturing Operations
+ Công dụng: Cho phép chọn các chức năng liên quan đến việc tạo và xác định đường chạy dao cũng như xuất chương trình và tạo Shop Documentation.
1.2.3/ Manufacturing Objects
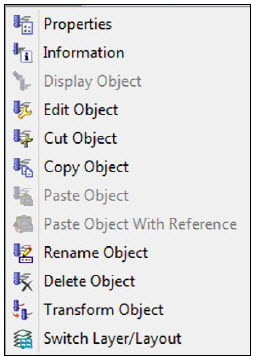
Hộp thoại Manufacturing Objects
+ Công dụng: Cho phép chỉnh sửa, cắt, copy, dán, xóa và hiển thị một đối tượng nào đó.
1.2.4/ Manufacturing Workpiece
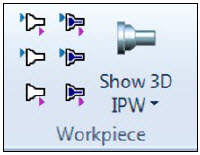
Hộp thoại Manufacturing Workpiece
+ Công dụng: Cho phép hiển thị và lưu các bản 2D hay 3D của phôi.

Hộp thoại Operation Navigator
+ Công dụng: Operation Navigator là đồ họa theo giao diện người dùng (GUI) cho phép quản lí các quy trình và các thông số hoạt động của vật thể đang thực thi. Cho phép phân loại các nhóm thông số ảnh hưởng lẫn nhau giữa các quy trình. Cho phép xem các đối tượng theo Program Order, Machine Tool, Geometry hoặc Method, sử dụng cây thư mục để hiển thị sự liên hệ giữa các nhóm và các quy trình.
Các thông số có thể truyền theo thứ bậc tùy thuộc vào vị trí của các nhóm và quy trình trong cây thư mục Operation Navigator.
1.3/ Cách thiết lập thông số dao và một số loại dao thường dùng khi gia công NX
1.3.1/ Cách thiết lập
NX CAM được giả lập với một thư viện các dụng cụ cắt hay dùng, giúp ta tiết kiệm thời gian khi thiết lập các thông số cho từng loại dao. Việc chọn dao từ thư viện đáp ứng cho việc thiết lập các dao không nằm trong thư viện dao tiêu chuẩn.
Cách tạo và sử dụng lệnh để thiết lập các thông số cho dao cắt, là một phần đóng vai trò rất quan trọng trong quá trình gia công.
Trong môi trường Manufacturing , tab Home , chọn Create Tool hoặc trên thanh Top Border chọn Menu > Insert > Tool. Hộp thoại Create Tool xuất hiện, trong tab Library có 2 mục:
- Retrieve Tools from Library (Chọn dao từ thư viện).
- Retrieve Devices from Library
 : Chọn một thiết bị từ thư viện (Đồ gá, đầu dao, đầu chuyển)
: Chọn một thiết bị từ thư viện (Đồ gá, đầu dao, đầu chuyển)
1.3.2/ Các thông số của dao
Với mỗi loại dao thì các thông số cần thiết lập cũng khác nhau. Các thông số như đường kính, chiều dài, số rãnh thoát phoi là các thông số chung, đồng thời cũng có một số thông số riêng biệt như Point Angle trong khoan,…
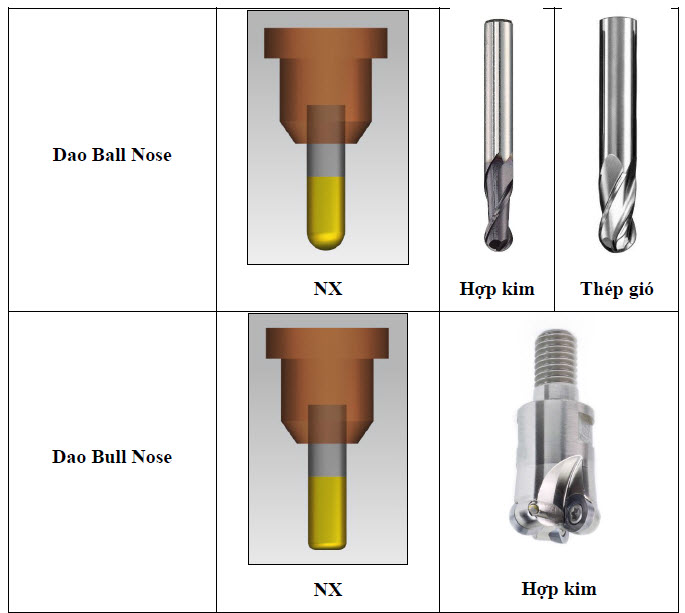
1.3.3/ Một số loại dao thường dùng
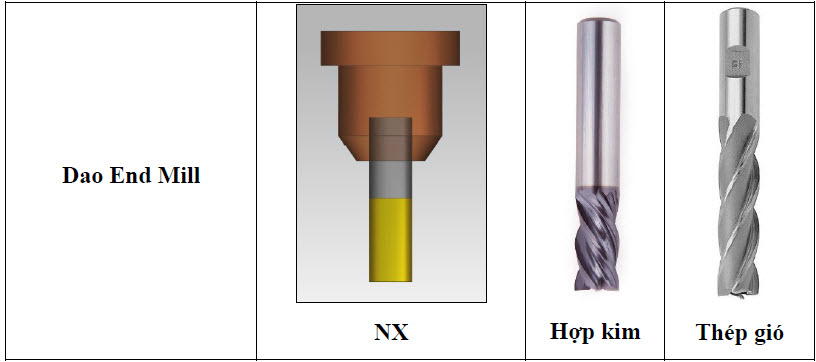
1.4/ Chọn dao cắt tương ứng với chu trình gia công NX
Các dụng cụ cắt được phân loại theo loại gia công. Ví dụ như dụng cụ khoan thì được để ở mục Drill chứ không thể Mill_planar hoặc Mill_contour Type. Biểu đồ dưới sẽ cho thấy các nhóm và loại dao. Một số loại dao thì có thể dùng cho nhiều nhóm.
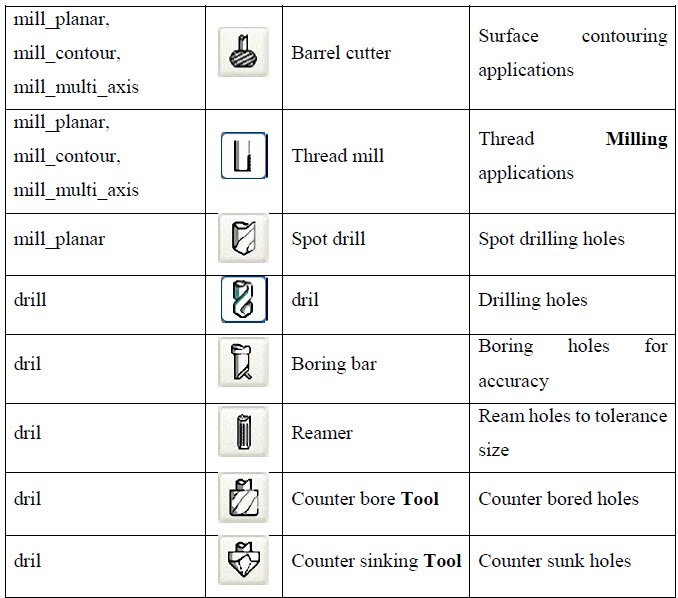

Phân loại các dụng cụ cắt theo loại gia công
1.5/ Các thông số vào dao ra dao khi lập trình Unigraphics NX
1.5.1/ Non Cutting Moves
Công dụng: Các thông số liên quan tới chạy dao không cắt, rút dao lên,
dao ăn vào chi tiết, ra khỏi chi tiết …
Gồm Closed Area và Open Area.
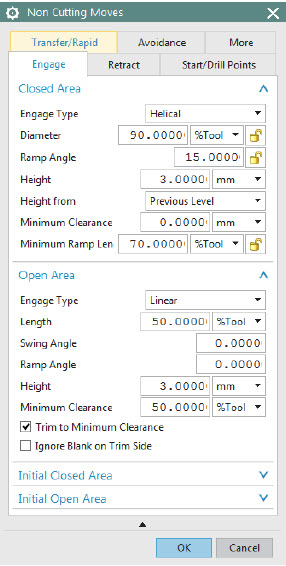
Hộp thoại Non Cutting Moves tab Engage
1.5.1.1/ Closed Area
Closed Area: đường vào dao nên chọn là Helical hoặc Arc để dao không cắt vào chi tiết đột ngột.
+ Chọn Helical trong danh sách Engage Type
Danh sách Engage Type
1.5.1.2/ Open Area
Open Area: đường ra dao nên chọn là đường thẳng để tiết kiệm thời gian.
+ Chọn Linear trong danh sách Engage Type
Danh sách Engage Type
1.6/ Hiệu chỉnh ăn dao tại các góc Unigraphics NX
Để hiệu chỉnh cách đi dao tại các phần góc bạn vào tab Corners trong hộp thoại thông số cắt để hiệu chỉnh.
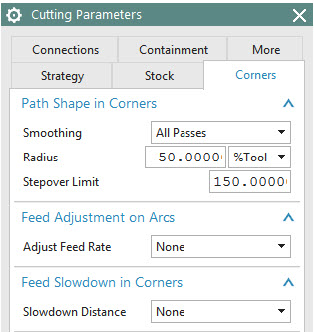
Hộp thoại Cutting Parameters tab Corners
1.6.1/ Path Shape in Corners
Path Shape in Corners: Hình dạng đường chạy dao, chọn All Passes trong ô Smoothing, mục đích là để êm dao hơn khi dịch chuyển step over.
Danh sách Smoothing
1.6.2/ Feed adjustment on arcs
Feed adjustment on arcs: Hiệu chỉnh bù dao khi cắt vòng cung
+Min compensation factor: hệ số bù dao nhỏ nhất
+Max compensation factor: hệ số bù dao lớn nhất
Để mặc định là None.
1.6.3/ Feed slowdown in Corners
Feed slowdown in Corners: Bước tiến dao chậm lại khi dao ăn vào góc. Để mặc định là None.
1.7/ Khoảng cách an toàn cho dao khi cắt với Unigraphics NX
Để tránh các va chạm dao khi cắt thì bạn cũng nên cẩn thận và điền các tham số này khi lập trình.
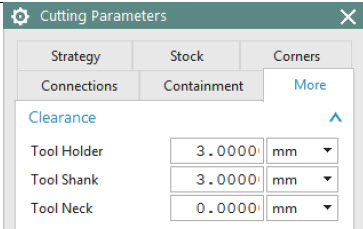
Hộp thoại Cutting Parameters tab More
1.7.1/ Tool Holder
Tool Holder: Khoảng cách an toàn cho đầu kẹp.
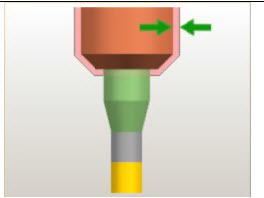
Khoảng cách an toàn cho đầu kẹp
- Tool Shank: Khoảng cách an toàn cho cán dao.
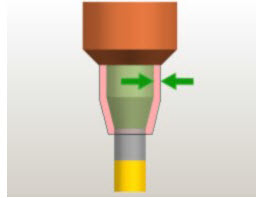
Khoảng cách an toàn cho cán dao.
- Tool Neck: Khoảng cách an toàn cho thân dao không có lưỡi cắt
Khoảng cách an toàn cho thân dao không có lưỡi cắt
1.8/ Thiết lập lượng dư phay hốc Unigraphics NX
1.8.1/ Use Floor Same As Side
Use Floor Same As Side: Lượng dư để lại cho đáy và tường là như nhau.
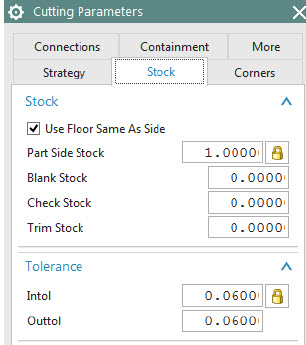
Hộp thoại Cutting Parameters tab Stock
1.8.2/ Part Side Stock
Part Side Stock: Giá trị lượng dư để lại cho đáy và thành. Nhập giá trị 1 vào ô này.
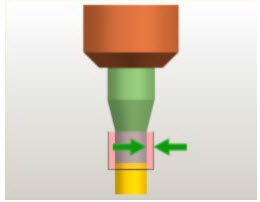
Nếu bạn muốn thêm các giá trị khác tới các mặt đáy (hoặc các mặt phẳng nằm ngang), có thể bỏ dấu kiểm ở dòng Use Floor Same As Side
![]()
Bỏ tick chọn dòng Use Floor.. và nhập giá trị mới vào ô Part Floor Stock.
1.8.3/ Tolearance
Tolearance: giá trị dung sai mà dao sẽ phạm vào chi tiết khi gia công: Gồm Intol và Outtol Tab.
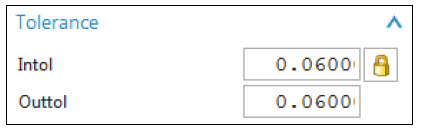
Hộp thoại Tolearance
1.9/ Ý nghĩa các thông số chiến lược khi phay hốc Unigraphics NX
Trong bất cứ phần mềm nào thì phần chiến lược chạy dao rất quan trọng, đảm bảo được độ chính xác gia công, đồng thời nếu chọn sai thì không thể xuất được đường chạy dao, do đó trước tiên phải hiểu các thông số này để thao tác cho chính xác.
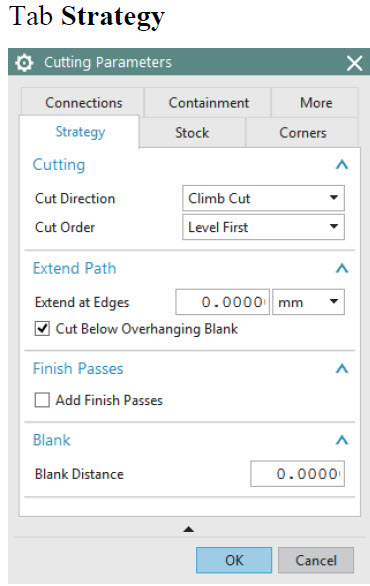
Hộp thoại Cutting Parameters tab Strategy
1.9.1/ Các thông số chiến lược dao
- Cut Direction (hướng cắt):
Climb Cut (phay thuận), Conventional Cut (phay nghịch)
- Cut Order (thứ tự cắt):
Lever First (cắt theotừng lớp trước, rồi giảm dần theo chiều sâu);
- Depth First (cắt theo chiều sâu trước)
Thay đổi thứ tự cắt ra lệnh cho phần mềm tính toán đường chạy dao để gia công tạo thành một phần lồi (giống hình hòn đảo) với đáy là chiều sâu lớn nhất, sau đó dao mới nâng lên và gia công lớp khác. Việc lựa chọn cắt theo chiều sâu trước cho phép giảm được thời gian chạy dao không (khoảng thời gian để nâng dao lên và tiến dao xuống để gia công lớp kế tiếp nếu ta gia công theo lớp trước).
- Extend at Edges: khoảng cách kéo dài thêm của đường chạy dao vào và ra khỏi chi tiết.
- Finish Passes: cắt pass cuối. (Add Finish Passes).
- Number of Passes: số pass cắt.
- Finish Stepover: Lượng ăn dao ngang cho pass cuối
1.10/ Giới hạn vùng gia công với Unigraphics NX
Hầu hết các phần mềm gia công cơ khí đều có chức năng giới hạn vùng gia công, rất thích hợp cho những ai thường hiệu chỉnh gia công các chi tiết đã có sẵn, chỉ gia công lại một khu vực nào đó, mà không phải gia công toàn bộ, hoặc chỉnh sửa khuôn,..
1.10.1/ Containment
Nếu bạn tách riêng vùng đó để gia công và xem như một chi tiết thì sẽ không kiểm tra được va chạm, do đó phải dùng đến chức năng này gọi là Containment.
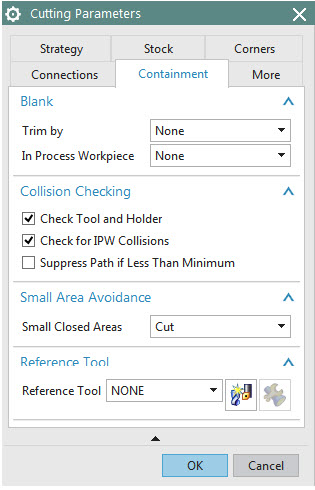
Hộp thoại Cutting Parameters tab Containment
- Blank:
+Trim by: Chọn None. Đường chạy dao hợp lý và ít tốn thời gian nhất.
+ In Process Workpiece: Chọn None Collision Checking (kiểm tra va chạm)
+ Chọn vào ô Check Tool and Holder để kiểm tra có va chạm trong quá trình gia công không
![]()
- Smaill Area Avoidance. Để mặc định
- Reference Tool:
Chọn dao tham khảo, thông thường nguyên công đầu tiên không cần chọn.
- Reference Tool: NONE
2/ Một số vấn đề khác trong quá trình lập trình gia công
2.1/ Thiết lập chu trình gia công unigraphic NX
2.1.1/ Hướng dẫn bằng ví dụ chi tiết
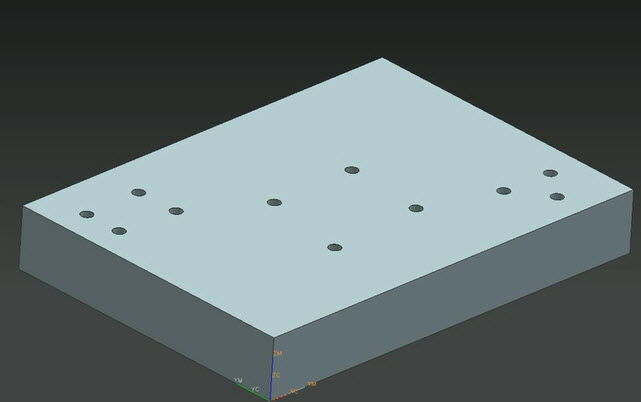
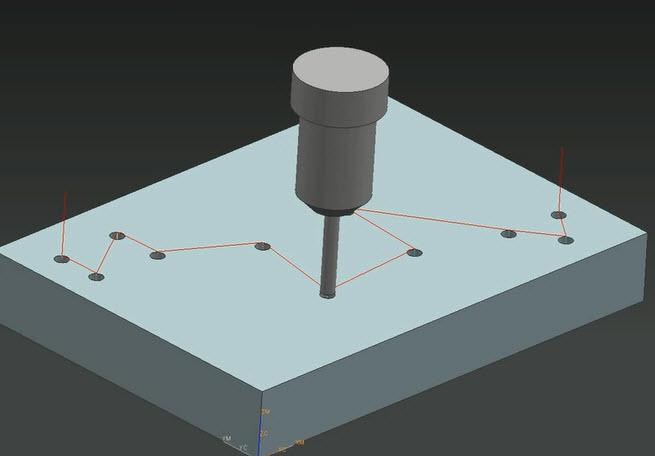
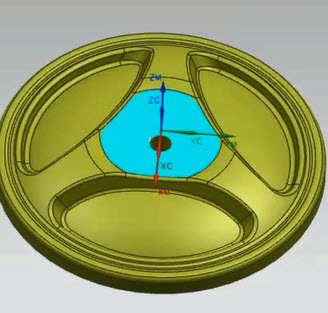
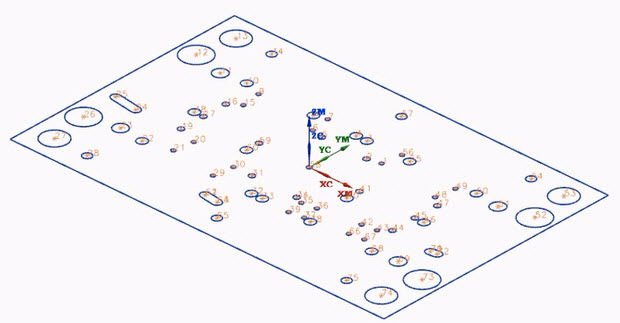
Trước tiên bạn sử dụng chu trình khoan cho dễ hiểu, ta vẽ trước một block và các vị trí lỗ cần khoan bất kỳ.
Ở đây ta sẽ khoan 3 nhóm lỗ với chiều cao khác nhau lần lượt là 3, 5 và 10, do đó bạn cũng vẽ các lỗ với chiều cao như trên.
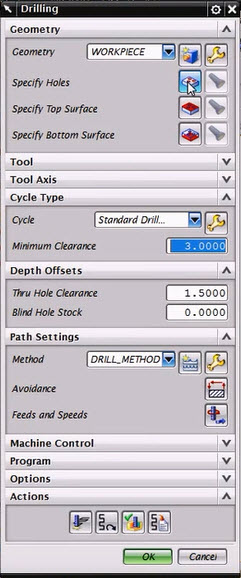
Chọn chu trình gia công unigraphic NX Drill khoan

Chọn gia công unigraphic NX Drill khoan
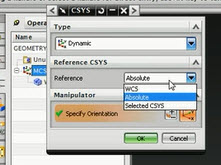
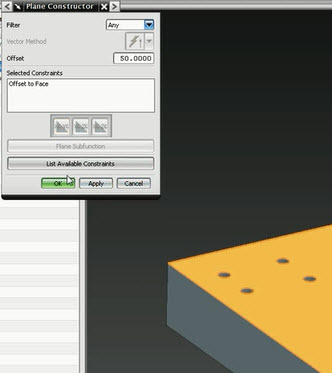
Nhấp đúp vào MCS ở cây Navigator rồi Thiết lập hệ tọa độ phôi và mặt phẳng an toàn cách mặt trên của chi tiết là 50.

Thiết lập hình học bằng cách nhấp đúp vào Geometry ở dưới MCS. Chọn part là chi tiết, phôi chọn tự động. Auto block.

Hộp thoại Geometry
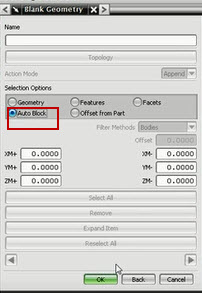
Hộp thoại Geometry tab Blank
Tạo chu trình gia công.

Tab Create Operation
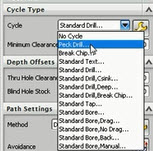
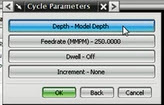
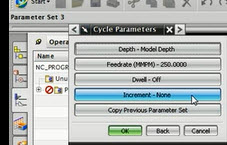
Xác định các lỗ, ở đây chú ý là ta có 3 nhóm lỗ do đó chọn set 1, chọn các lỗ có chiều sâu là 3, tiếp tục chọn set 2, set 3 và nhập increment vào. Ở đây chọn chu trình là khoan nhấp Peck drill với khoảng cách là 1mm.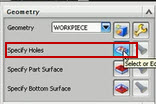



Phần depth thì tùy lỗ mà thiết lập lần lượt là 3, 5, 10.

Xuất đường chạy dao và bạn đã thiết lập đúng khi gia công unigraphic NX.
Xuất đường chạy dao
2.2/ Gia công hốc thông qua hình học 2D với Unigraphics NX
Vẫn chọn chu trình gia công hốc Cavity Milling và thiết lập dao trước.
Chọn hình học gia công là các đường biên dạng, bằng cách kéo chọn hết chúng.
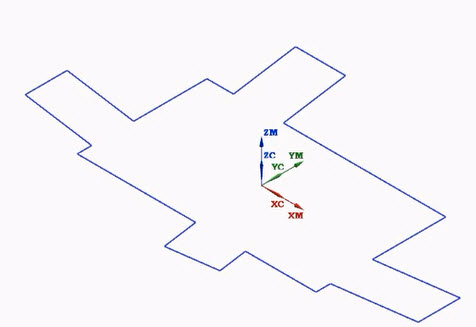
Đường biên dạng
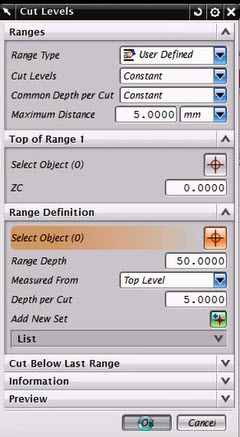
Hộp thoại Cut Levels
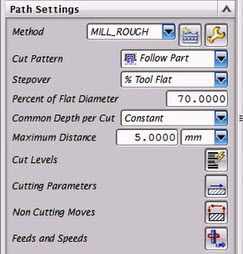
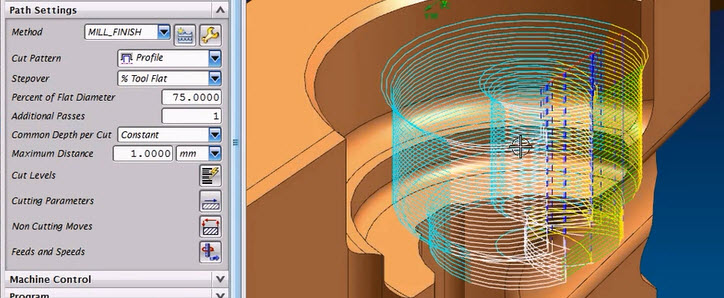
Hộp thoại Path Settings
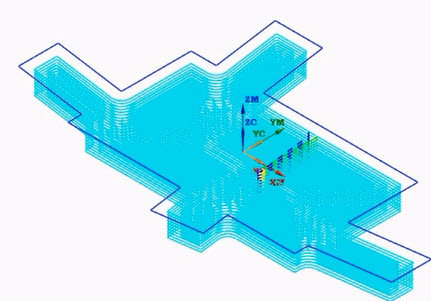
Kết quả gia công hốc Cavity Milling
Còn với hốc nghiêng thì bạn có thể vào lại Part Geomery và chọn góc nghiêng cho các đường là 25.
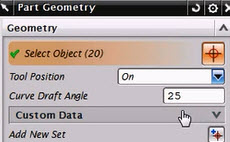
Hộp thoại Part Geomer
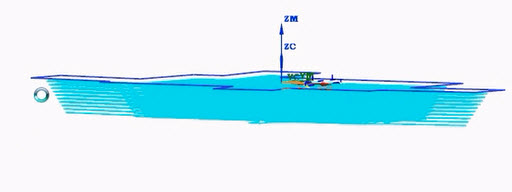
Hốc nghiêng
2.3/ Chu trình Streamline gia công mặt cong NX
2.3.1/ Chu trình Streamline
Nếu có bề mặt cong và cần đảm bộ độ chính xác cũng như chất lượng bề mặt, bạn nên dùng chu trình gia công tinh với chu trình Streamline, chọn dao gia công là dao phay cầu, tùy độ lớn nhỏ của mặt mà chọn đường kính dao cho chính xác.
2.3.2/ Ví dụ chi tiết sử dụng Streamline
Ví dụ ta có chi tiết dạng tròn xoay như dưới, bạn chọn phôi cho nó dạng Cylinder. Ẩn phôi đi để còn lại chi tiết.
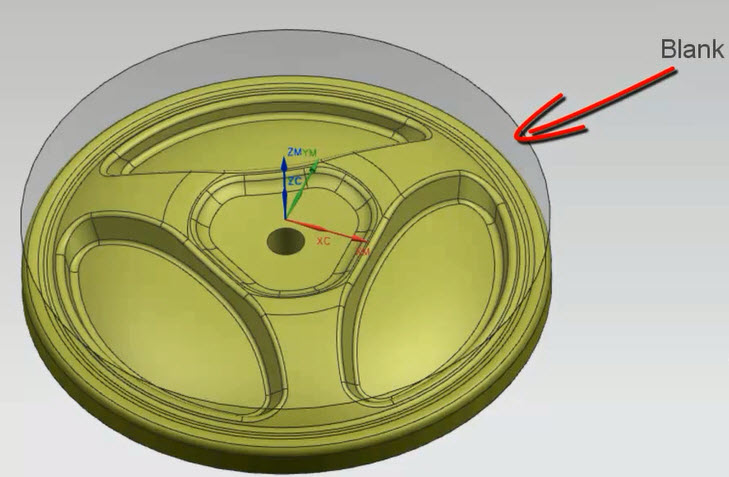
Chi tiết dạng tròn xoay
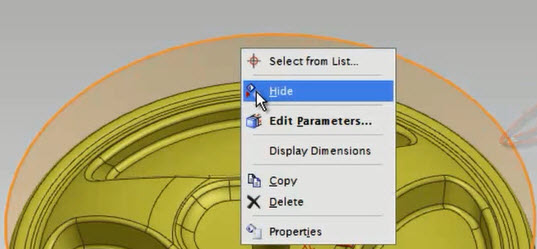
Ẩn phôi
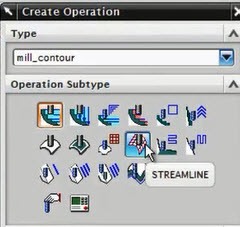
Tiếp theo là tạo chu trình gia công Streamline như hình, dao thì bạn tự chọn.
Chọn dao
Tạo chu trình gia công Streamline
Flow Curves chọn đường giới hạn, ở đây chọn đường mặt trên. Sau đó chọn add new set và chọn đường biên lỗ ở giữa.

Hộp thoại Flow Curves
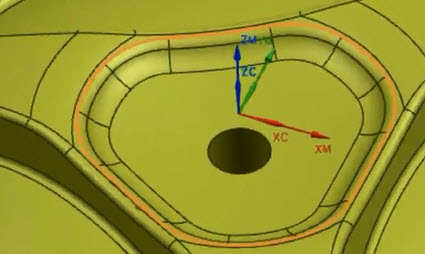
Cut direction là hướng cắt có hai hướng là từ ngoài vào trong và ngược lại, khi nhấp vào đó sẽ có mũi tên cho bạn chọn hướng cắt.
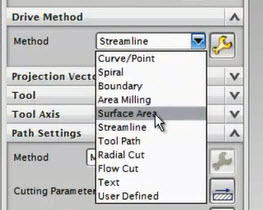
Phần thông số cắt chọn kiểu cắt, chọn như hình dưới.
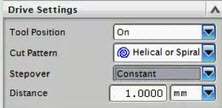
Hộp thoại Drive Setting
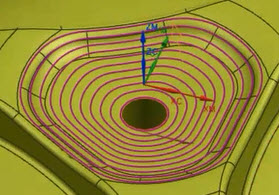
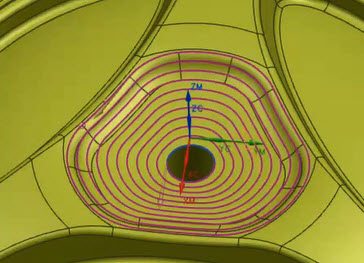
Thiết lập xong thì nhấn Generate để xuất đường chạy dao. Nếu bạn chưa hiểu chu trình nào có thể đọc thêm tài liệu gia công nx miễn phí tại mục tài liệu hoặc comment ở đây.
Kết quả gia công tinh với chu trình Streamline
2.4/ Chu trình khoan 2D unigraphics NX
2.4.1/ Tác dụng
Không cần phải vẽ khối 3D và có thể chọn giá trị lỗ tự động mà không phải chọn thủ công từng lỗ.
2.4.2/ Hướng dẫn
Thực hiện theo hướng dẫn dưới đây:
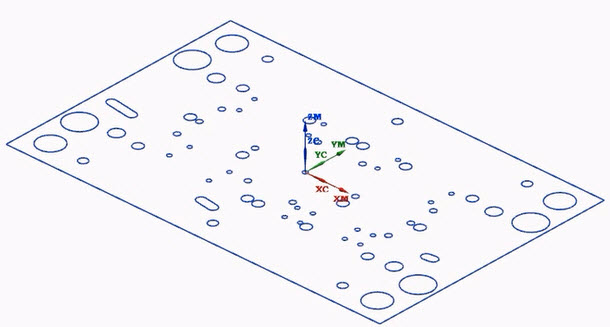
- Ta có một loạt các lỗ như hình.
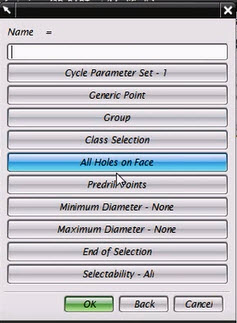
- Vào Specify hole chọn Select, bảng bên dưới hiện ra, chọn Class selection, chọn Select all, chu trình này ta khoan mồi.
- Chọn OK
Tiếp theo là khoan cho từng lỗ, ở đây bạn thấy giá trị minimum diameter và maximum diameter.
Sau chu trình khoan mồi, chọn tiếp các chu trình sau cũng làm tương tự, chọn dao, chọn giá trị đường kính lỗ, chọn toàn bộ lỗ như ở trên thông qua class selection > select all, cho giá trị min và max là giống nhau và từ đó nó tự động chọn lỗ với đường kính bạn thiết lập ở đây là 8 và 11.
Tiếp theo là ta sẽ khoan lỗ có giá trị mà bạn thiết lập.
2.5/ Tối ưu hóa gia công không cắt Unigraphics NX
2.5.1/ Gia công không cắt Unigraphics NX
Gia công không cắt được gọi là non cutting move hay none cutting parametter, gia công không cắt là đường chuyển giao giữa các lớp cắt hay các chu trình gia công, và dĩ nhiên khi càng tối ưu thì thời gian cắt sẽ tiết kiệm hơn và không ảnh hưởng gì đển dao hay máy vì đó là chuyển động chạy không.
2.5.2/ Ví dụ chi tiết gia công không cắt Unigraphics
Ví dụ như đang gia công và đã có đường chạy dao cho hốc như bên dưới.
Đang gia công và đã có đường chạy dao
Vào mục Non cutting move để hiệu chỉnh các thông số.
Chiều cao tại vùng đi dao ngoài phần Open Area bạn chọn nhỏ lại từ 3 chuyển về 1 hoặc nhỏ hơn nữa để dao gần mặt gia công.
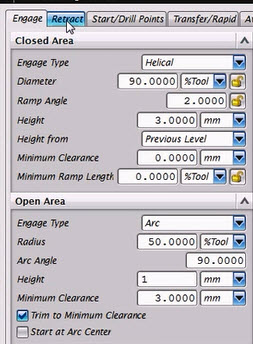
Hộp thoại Retract
Phần lùi dao thì chọn dạng cung và chiều cao là 0. Tính theo mm, bỏ phần %.
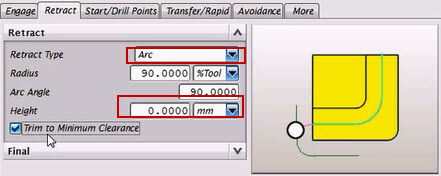
Thiết lập phần lùi dao
Cuối cùng là phần chuyển tiếp, chọn Direct để dao đi thẳng từ vùng gia công này qua vùng gia công khác với khoảng cách ngắn nhất.
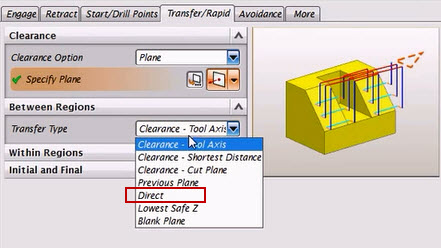
Thiết lập vùng chuyển tiếp chọn Direct
Generate lại đường chạy dao và xem kết quả, nhất là tại các vị trí vào và ra dao.
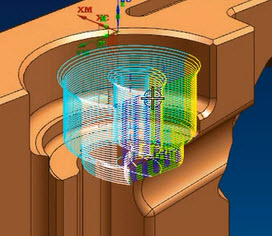
Kết quả